Understanding ±0.005 mm Machining Capability: What It Really Means in Real CNC Production
A few months ago, an engineer from a European automation equipment company sent us an RFQ for a complex aluminum component.
At first glance, the part looked fairly standard. The material was 7075 aluminum, the geometry wasn't particularly complicated, and the quantity was only 50 pieces for a pilot build.
Then we opened the drawing, and one note immediately caught our attention: ±0.005 mm — on multiple critical features throughout the part.
Not just on a bearing seat. Not just on a locating feature. On a whole set of features that would determine how the assembly performed.
The engineer's assumption was understandable. If tighter tolerances are better, why not specify ±0.005 mm on everything that matters?
However, this is one of the most common misunderstandings we see in CNC machining projects.
The reality is that achieving ±0.005 mm is possible, but whether it is necessary, economical, or even beneficial depends entirely on the function of the part.
In this article, we'll explain what ±0.005 mm machining capability actually means, where it is truly required, what factors determine whether it can be achieved consistently, and how engineers can avoid unnecessary manufacturing costs while still meeting performance requirements.
The Difference Between "Can Achieve" and "Can Maintain"
One of the biggest misconceptions in precision machining is confusing machine capability with production capability.
Many CNC suppliers advertise:
±0.01 mm — ±0.005 mm — even ±0.002 mm
Technically, these numbers may be achievable under ideal conditions.
But engineers rarely buy one perfect part.
They buy: 20 prototypes — 200 production parts — 2,000 annual volume parts.
The real question is not: "Can you machine one feature to ±0.005 mm?"
The real question is: "Can you maintain that tolerance consistently across every part?"
This is where many projects become challenging.
We have seen situations where a machine could produce a perfect first article, but dimensional variation gradually appeared during production because of tool wear, thermal growth, material stress, or fixture movement.
For this reason, experienced manufacturers focus less on peak accuracy and more on process stability.
In production environments, consistency is often more valuable than chasing the smallest possible number on a drawing.
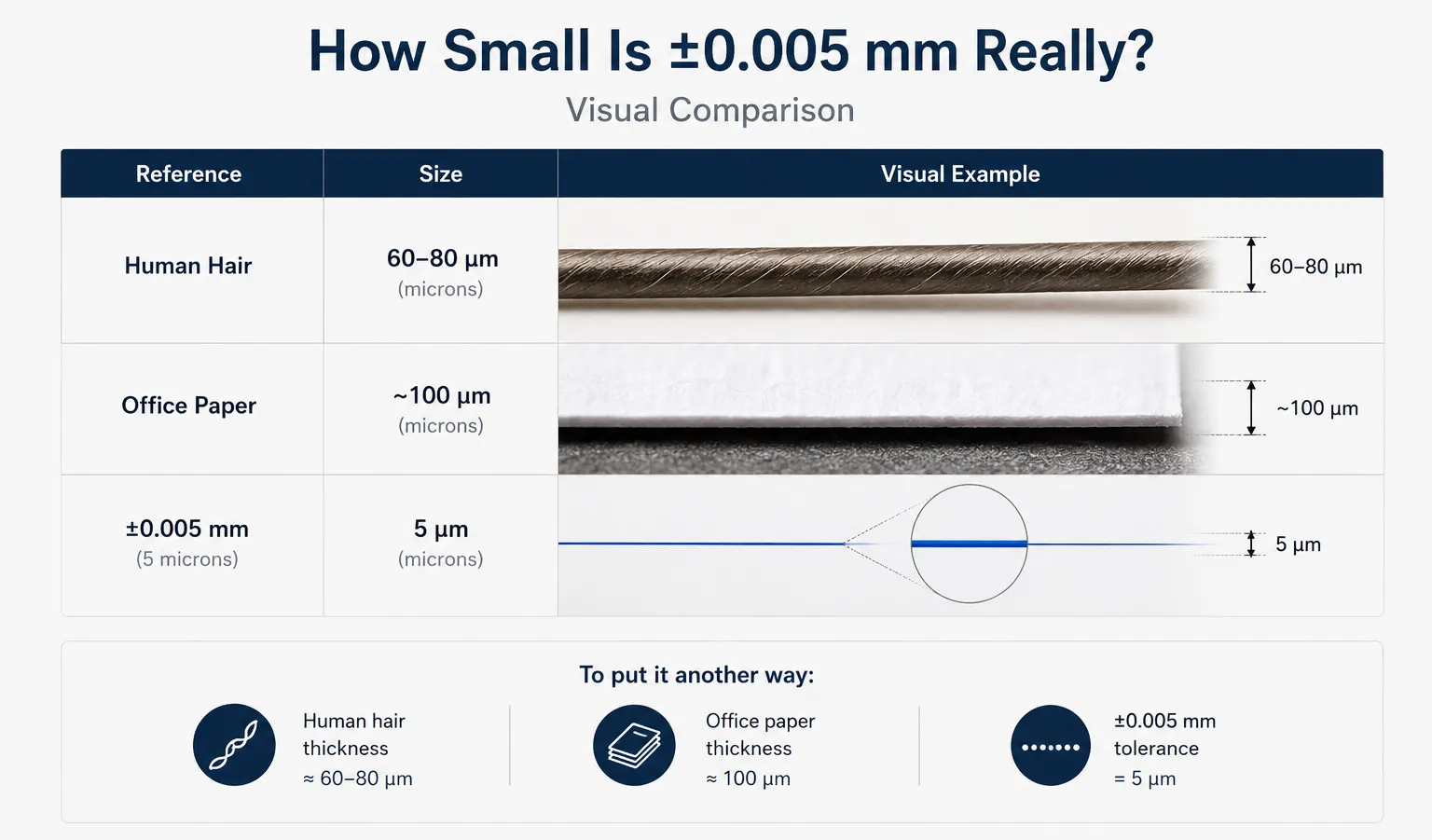
How Small Is ±0.005 mm Really?
Most people know that ±0.005 mm is tight.
Very few actually visualize how tight it is.
A human hair is typically around 60-80 microns in diameter. ±0.005 mm equals only 5 microns.
That means the entire allowable variation is roughly 1/10 to 1/20 the thickness of a human hair.
| Reference | Approximate Size |
|---|---|
| Human Hair | 60-80 μm |
| Office Paper Thickness | 80-100 μm |
| ±0.005 mm Tolerance | 5 μm |
Once tolerances reach this level, machining is no longer just about cutting material.
Machine temperature, spindle condition, fixture rigidity, tool wear, measurement uncertainty, and even ambient workshop temperature can begin influencing the result.
This is why tight-tolerance machining requires a complete manufacturing system rather than simply a high-end CNC machine.
When Is ±0.005 mm Actually Necessary?
In our experience, many drawings specify ultra-tight tolerances simply because they were copied from older designs.
The tolerance looks impressive, but it may not contribute to product performance.
For example, an equipment mounting plate rarely benefits from a ±0.005 mm profile tolerance. Whether the dimension is 50.000 mm or 50.015 mm often makes no difference.
On the other hand, some features genuinely require this level of control.
Typical examples include:
Bearing fits
Precision locating surfaces
Optical alignment components
Semiconductor equipment parts
Medical device positioning features
High-precision robotic assemblies
The key principle is simple: Apply tight tolerances only where they affect function.
Everything else should be relaxed whenever possible.
A well-optimized drawing often reduces machining cost without changing product performance at all.
Why Tight Tolerances Increase CNC Machining Cost
One question we hear frequently from purchasing managers is:
"If your machine can achieve ±0.005 mm, why does the price increase so much compared to ±0.02 mm?"
The answer is simple: Because machining cost is not determined by the machine itself. It is determined by the process required to achieve the result consistently.
Imagine two aluminum components.
Part A requires a tolerance of ±0.05 mm. Part B requires ±0.005 mm.
At first glance, the difference appears to be only 0.045 mm.
In reality, the manufacturing process can be completely different.
For a standard tolerance component, a machinist may complete the feature in a single finishing operation.
For a ±0.005 mm feature, the process often involves:
Additional semi-finishing operations
Reduced cutting parameters
More frequent tool compensation
Additional in-process measurements
Higher inspection requirements
Increased scrap risk
The tighter the tolerance, the smaller the margin for error.
A dimension that is 0.006 mm oversize may be completely acceptable on one drawing and completely rejected on another.
This is why engineers should view tolerance as a design tool rather than a quality indicator.
A tighter tolerance does not automatically create a better product. It simply creates a stricter manufacturing requirement.
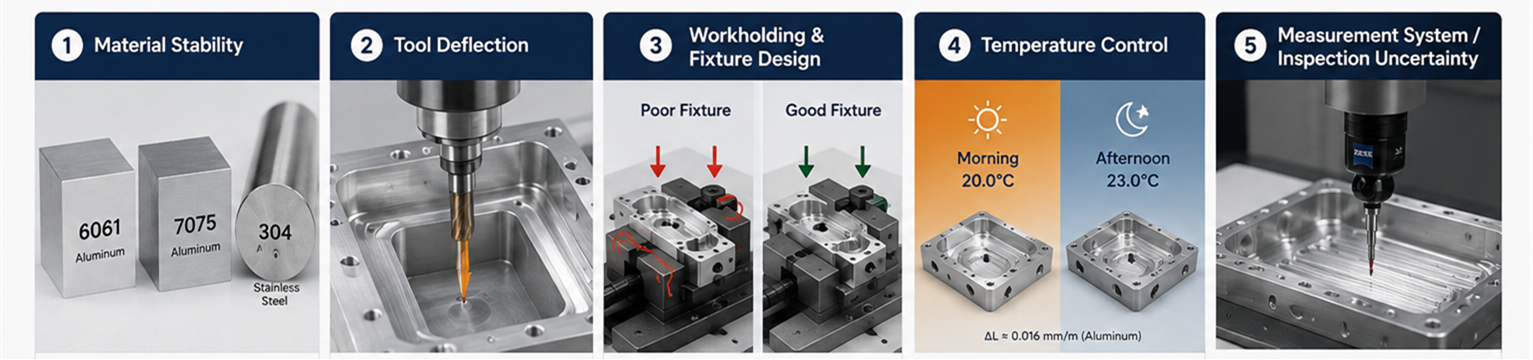
The Five Factors That Most Commonly Affect Precision CNC Machining
Many people assume precision machining depends only on the CNC machine.
In reality, the machine is only one piece of the puzzle.
1. Material Stability
Not all materials behave the same during machining.
For example, 6061 aluminum is generally very stable and easy to machine. 7075 aluminum offers higher strength but can generate more internal stress, especially on large aerospace components with significant material removal.
Stainless steel introduces different challenges. Heat generation, work hardening, and cutting resistance all increase compared to aluminum.
This is why the same tolerance may be easy to achieve on one material and much more difficult on another.
2. Tool Deflection
One of the biggest challenges in precision CNC milling is tool deflection.
Consider a deep pocket machined into an aluminum housing. The deeper the cavity becomes, the longer the cutter must extend from the spindle.
Even if the machine positioning accuracy is perfect, the cutting tool itself may bend slightly under cutting force.
On shallow features, this effect is negligible. On deep cavities, it can easily influence dimensional accuracy and surface finish.
This is one reason why experienced CNC engineers often redesign toolpaths rather than simply slowing the machine down.
3. Workholding and Fixture Design
In many projects, the fixture determines success more than the machine.
We once machined a lightweight structural aluminum component with over 80% material removal.
The initial machining strategy seemed correct. The dimensions were acceptable after roughing.
However, after finishing, the part consistently moved outside tolerance.
The root cause was not the machine. The issue was fixture-induced stress.
After redesigning the fixture and changing the machining sequence, dimensional stability improved dramatically.
This experience reinforced a lesson that every machining engineer eventually learns: A precision machine cannot compensate for poor workholding.
4. Temperature Control
At tight tolerances, temperature becomes surprisingly important.
Metal expands and contracts with temperature changes. A large aluminum component machined in the morning may not behave exactly the same as one measured late in the afternoon.
For ultra-precision projects, manufacturers often:
Stabilize workshop temperature
Allow parts to rest before inspection
Control measurement environments
Use calibrated inspection equipment
These steps may seem excessive, but they become essential when tolerances enter the micron range.
5. Measurement System & Inspection Uncertainty
At ±0.005 mm, the inspection method itself becomes critical.
A CMM with ±0.002 mm uncertainty already consumes nearly half the tolerance band. Without a controlled environment, calibrated equipment, and proven GR&R, you're not verifying the tolerance — you're estimating it.
This is why, for tight-tolerance work, inspection must be treated as part of the manufacturing process, not an afterthought.
A Real Example: Achieving ±0.005 mm on a Complex Aluminum Component
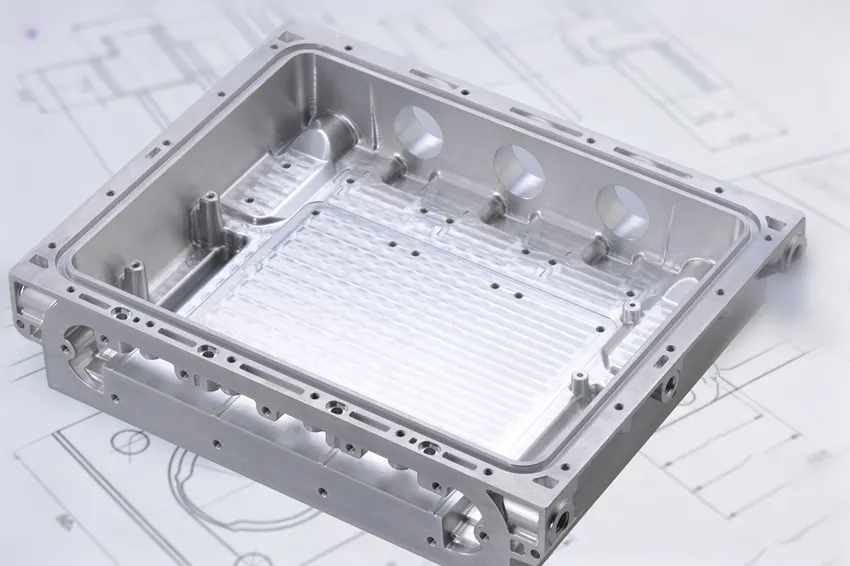
A while ago we worked on an aluminum enclosure base for automation equipment.
It had multiple locating features, deep machined pockets, and tight positional relationships between features. Several critical dimensions were called out at ±0.005 mm.
At first glance, you might think the challenge was holding that number on a single feature. But in real production, that's rarely the hard part.
The real challenge was this: The part required multiple machining operations with reclamping. Every time you reposition the part, you risk losing positional relationship between features. On a part with ±0.005 mm positional requirements between deep pockets and locating surfaces, that risk adds up fast.
This is what ±0.005 mm really means in production — not just whether a machine can hit a number, but whether the process can survive multiple setups, stress relief, tool wear, and thermal changes.
Here's what we did to make it work:
Instead of going straight to finish, we added a semi-finishing pass. This let the material relax before the final cut.
We also made dedicated soft jaws so every part was clamped exactly the same way — no operator guesswork.
We balanced material removal during roughing by alternating cuts and avoiding heavy removal from one side only, which prevented warping when internal stresses were released.
And we used CMM to verify not just individual dimensions, but the positional relationships across operations — with careful attention to measurement uncertainty and environmental control.
The first batch passed. More importantly, when volume increased later, the process stayed stable — no surprises.
And that, to me, is what understanding ±0.005 mm capability really means:
It's not about whether you can make one good part. It's about whether you can make the next hundred the same way, without fighting the process every time.

How Buyers Should Evaluate CNC Tolerance Claims
Many CNC suppliers advertise impressive tolerance numbers.
Before making a supplier decision, consider asking:
Which dimensions can realistically achieve ±0.005 mm?
Is the tolerance capability verified by CMM inspection?
Is the tolerance achievable in production or only in prototype quantities?
What materials are included in that capability claim?
Can the supplier provide inspection reports?
These questions usually reveal more about a supplier's actual capability than the tolerance claim itself.
A supplier who openly discusses process limitations is often more reliable than one promising micron-level accuracy on every project.
Precision CNC Milling Is About Process Control
The most important takeaway is this:
Precision machining is not about a single machine. It is about controlling an entire manufacturing process.
Machine capability matters. Tool selection matters. Fixture design matters. Inspection matters. Engineering experience matters.
When all of these elements work together, achieving tight tolerances becomes repeatable rather than accidental.
For industries such as medical devices, robotics, semiconductor equipment, aerospace components, and automation systems, this consistency is what ultimately determines product quality and production success.
Need Help Evaluating Tight Tolerance Requirements?
Many drawings specify extremely tight tolerances simply because they were copied from previous projects or internal standards.
In some cases, relaxing a non-critical tolerance can reduce machining cost by 20%-40% without affecting product performance.
At Brightstar Prototype CNC Co., Ltd., our engineering team regularly reviews customer drawings to identify:
Critical dimensions
Manufacturability risks
Cost reduction opportunities
Tolerance optimization possibilities
Whether you need precision CNC milling, 5-axis CNC machining, or complex aluminum component manufacturing, we can help evaluate your design before production begins.
Upload your drawings today for a free manufacturability review and quotation.
FAQ
Can CNC machining really achieve ±0.005 mm?
Yes. However, whether this tolerance can be achieved consistently depends on material, geometry, machine capability, fixturing, and inspection methods.
Does every dimension need ±0.005 mm?
No. Tight tolerances should only be applied to features that directly affect product function, assembly, or performance.
What materials are best for high-precision CNC machining?
Aluminum 6061, Aluminum 7075, certain stainless steels, and engineering plastics such as PEEK are commonly used for precision machining applications.
Is ±0.005 mm achievable in 5-axis CNC machining?
Yes. In many complex parts, 5-axis CNC machining can actually improve dimensional accuracy by reducing setups and minimizing cumulative errors.
How can I determine whether my drawing is over-toleranced?
A manufacturability review from an experienced CNC machining supplier can help identify dimensions that can be relaxed without affecting product performance.
Disclaimer
The information provided in this article is for general engineering and manufacturing reference purposes only. Actual achievable tolerances may vary depending on part geometry, material characteristics, machine condition, inspection requirements, and production environment. Project-specific recommendations should always be reviewed with qualified manufacturing engineers.